George J. Schlowsky, P.E. – President
A chemical engineer with 58 years of experience in the process design of all types of chemical manufacturing Read More
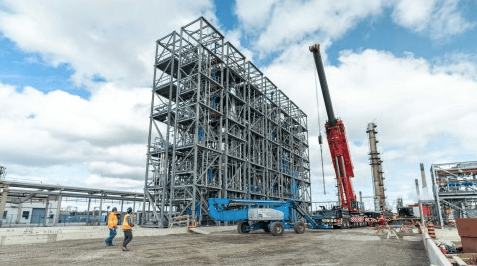
For over 40 years, Koch Modular has successfully designed and constructed mass transfer systems for the worldwide Chemical Processing Industry. Our customers rely upon us for quality products and technical expertise.
Koch Modular is the recognized authority for technical innovation, economic optimization, and modular solutions that deliver strategic execution for small-scale to complex projects. We call this ModularLaunch™.
Koch Modular’s unique combination of chemical process technology development, design and construction expertise positions our developing technology customers on a faster route from lab scale development to successful market ready production. Let us be your Innovation Partner.
 40+ Years of Proven Engineering Experience
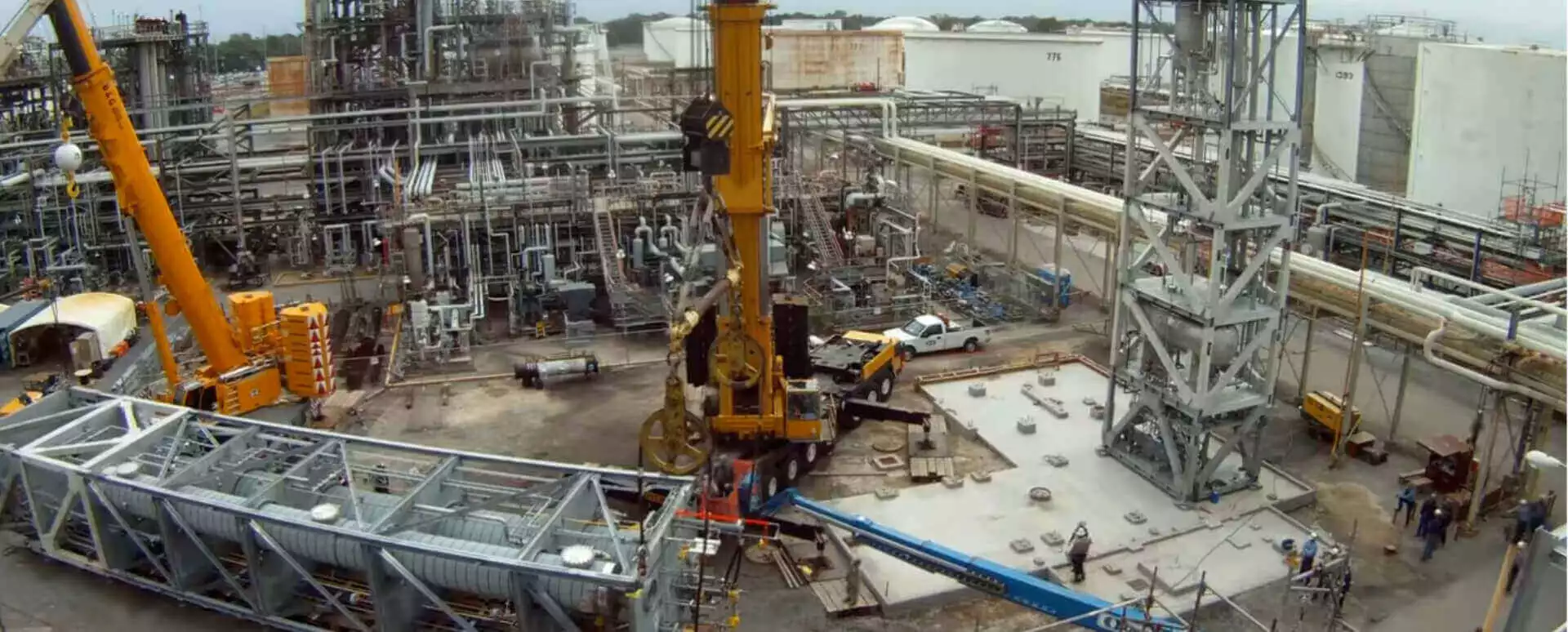
Pushing Chemical Processing Industry forward with new and developing technologies from pilot plant data to full-scale commercialization.
40+ Years of Proven Engineering Experience
Pushing Chemical Processing Industry forward with new and developing technologies from pilot plant data to full-scale commercialization.
 200+ Modular Plants Installed and Operating
In-house pilot testing, process engineering, modular system construction, startup and optimization, distillation, extraction, reaction kinetics, separation & purification recovery.
200+ Modular Plants Installed and Operating
In-house pilot testing, process engineering, modular system construction, startup and optimization, distillation, extraction, reaction kinetics, separation & purification recovery.
Koch Modular specializes in the design and manufacturing of modular mass transfer systems for the chemical process industry. Headquartered in Paramus, New Jersey, our highly-skilled team combines a unique blend of single-source capabilities that provide a true step-change in process, product and project delivery in the chemical process industry. No one comes close to the full breadth of excellence in complete project solutions.









Koch Modular designs every modular distillation and chemical separation system to meet the specific needs of each customer. Our products are sold with a Process Performance Guarantee. Our systems are typically designed for solvent recovery, chemical purification, steam & wastewater stripping, environmental regulation compliance, carbon dioxide & acid gas absorption, and more. Our technical expertise includes binary and multicomponent distillation, extractive distillation, azeotropic distillation, reactive distillation, batch distillation, liquid-liquid extraction, gas absorption, reaction kinetics, heat transfer, shell and tube exchanger design, fluid flow, instrumentation, and control system automation.
Why should you choose modular construction from Koch Modular for your chemical plant over conventional field construction? Here are 5 of the most common reasons our customers give. Also, read more in “Moving to Modular” from Chemical Engineering Magazine.
We also provide process studies, laboratory and pilot plant testing, VLE development, and complete chemical plant process design engineering packages.




Koch Modular specializes in the design and manufacturing of modular mass transfer systems for the chemical process industry. Headquartered in Paramus, New Jersey, our highly-skilled team combines a unique blend of single-source capabilities that together, provide a true step-change in process, product and project delivery in the chemical process industry. Nowhere else in the industry can be found the full breadth of excellence in complete project solutions.
A chemical engineer with 58 years of experience in the process design of all types of chemical manufacturing Read More
A chemical engineer with 45 years of experience in the process design, startup, and project management of chemical Read More
A chemical engineer with 48 years of experience in the process design, operations management, cost estimating, plant layout, Read More
A chemical engineer with 20 years of experience in the project planning, cost estimating, plant layout and process Read More

A chemical engineer with 29 years of experience in process development, pilot plant management and the design of Read More